Холодной сваркой чугуна принято называть сварку без предварительного нагрева. Ее применяют тогда, когда трудно или экономически нецелесообразно производить сварку с предварительным нагревом из-за больших габаритов изделия, опасности коробления и возникновения больших внутренних напряжений. В практике применяют различные способы холодной сварки чугуна.
Сварка чугунными электродами, изготовляемыми по ГОСТ 2671—80.
Для уменьшения скорости охлаждения расплавленного металла применяют те же покрытия, что и при горячей сварке чугуна. Чугунные электроды без покрытия не применяют, так как при сварке они плавятся раньше и быстрее, чем основной металл. Наплавляемый металл, стекая на слабо нагретую поверхность изделия, не сплавляется с основным металлом и, быстро остывая, дает твердый и хрупкий отбеленный чугун. Рекомендуются следующие режимы сварки:
| Толщина металла, мм | <20 | 20…40 | >40 |
|---|---|---|---|
| Диаметр электрода, мм | 6 | 8 | 10 |
| Сварочный ток, А | 280…320 | 350…450 | 450…550 |
Хорошие результаты при холодной сварке дают электроды из аустенитных высоколегированных чугунов (никелевых, никелькремнистых) с содержанием (%):
| С | Ni | Si | Cu | Mn | P | |
| Никелевый (нирезист) | 2,04 | 28,97 | 1,31 | 7,62 | 0,46 | 0,038 |
| Никелькремнистый (никросилаль) | 2,17…2,33 | 19…22 | 5,25…6,4 | — | 0,54 | — |
Никель, не вступая в реакцию с углеродом, хорошо сплавляется с железом и как графитизатор препятствует отбеливанию чугуна. Электродные стержни имеют покрытие, состоящее из 70% карборунда и 30% углекислого стронция или углекислого бария, замешанных на жидком стекле (30 г на 100 г сухой смеси). Толщина покрытия — 0,6…0,8 мм. Электроды из никелевых чугунов применяют при сварке и наплавке поверхностей, подлежащих последующей механической обработке. Качество шва невысокое ввиду склонности металла шва к образованию трещин.
Сварку можно производить следующим способом — чугунными электродами с меловым покрытием по слою гранулированной графитизирующей шихты. Электродные стержни диаметром 7…8 мм изготовляют из чугуна, содержащего 3…3,2% углерода, 2,6…3% кремния, 0,5…0,8% марганца, не более 0,5% фосфора и 0,08% серы. Шихта содержит 30% чугунной стружки, 28% ферросилиция (75%-ного), 30% алюминия и 12% силикокальция. Ферросилиций прокаливают в электропечи при температуре 750… 800 °С. Компоненты шихты, имеющие грануляцию 1…3 мм, хорошо перемешивают на жидком стекле и брикетируют. Брикеты прокаливают в печи при температуре 250…300 °С и затем дробят до грануляции 0,5…3 мм. При сварке шихту насыпают в разделку шва, а при наплавке поверхность детали покрывают слоем шихты толщиной 4…6 мм. Возбуждение и обрыв дуги производят без вывода электрода из шихты, чтобы не допустить отбеливания чугуна.
Сварка стальными электродами.
Большая разница в усадке чугуна и стали не позволяет получить прочное сцепление между наплавленным и основным металлом при сварке стальными электродами. Поэтому таким способом сваривают швы, не работающие на растяжение или слабонагруженные. Для повышения стойкости и снижения твердости уменьшают долю основного металла в металле шва, уменьшая глубину проплавления. Для этого сварку выполняют при малых сварочных токах электродами малого диаметра.
Для,того чтобы металл в зоне сварного шва имел структуру серого чугуна, применяют электродные стержни из низкоуглеродистой стали, с толстым графитизирующим покрытием, состоящим из 33% ферросилиция, 37% графита, 7% мела и 23% натриевого жидкого стекла. Однако полная графитизация происходит лишь при большом объеме наплавленного метала и при заварке крупных деталей, когда достигается малая скорость охлаждения металла шва.
Для усиления связи металла шва с основным металлом применяют сварку стальными электродами с постановкой шпилек (ввертышей). Завариваемый шов тщательно очищают от грязи и масла и разделывают в зависимости от толщины металла и назначевия шва V- или Х-образной разделкой. На обработанную поверхность ставят стальные шпильки диаметром 6…12 мм в шахматном порядке на расстоянии друг от друга, равном 4…6 диаметрам шпильки. Иногда дгя усиления связи применяют стальные соединительные планки, ребра, косынки. Заварку шва начинают с обварки шпилек кольцевыми валиками, а затем накладывают круговые швы и окончательно заполняют завариваемый шов металлом. Сварку следует производить короткими участками (40… 60 мм) вразброс, с перерывами, чтобы не допустить нагрева детали выше 60…80 °С. Сварочный ток составляет 30…40 А на 1 мм диаметра электрода. Диаметр электродов 4 мм с покрытием типа УОНИ-13. Ток — постоянный обратной полярности. В целях повышения графитизирующего действия покрытия Я. Я. Синеок предложил производить сварку пучком электродов малого диаметра. Такой прием обеспечивает более полное взаимодействие капель наплавляемого металла с покрытием и хорошую графитизацию металла шва. В зависимости от толщины свариваемого металла пучок электродов составляется из 5…20 стержней диаметром 1…2 мм. Ток должен быть 10…12 А на 1 мм сечения пучка электродов. Покрытие состоит из 40% графита и 60% ферросилиция, замешанных на жидком стекле (30% к массе сухих компонентов).
Сварка электродами из цветных металлов и сплавов.
Наибольшее применение получили электроды из меди и её сплавов. Медь, обладая графитизирующей способностью, снижает общую твердость металла и уменьшает отбел чугуна. Хорошие результаты дают электроды марки МНЧ с покрытием основного типа. Стержень электрода изготовляют из проволоки НМЖМц-28-2,5-1,5 (монельметалл) (ГОСТ 492—73), а покрытие состоит из смеси 55…60% мела и 40…45% графита. Применяют также покрытие, содержащее 45% графита, 15% кремнезема, 20% огнеупорной глины, 10% соды и 10% древесной золы. Сварку выполняют постоянным током обратной полярности. Рекомендуются электроды диаметром 3 мм при сварочном токе 90… 120 А. Сварку ведут возможно короткой дугой небольшими участками (20…25 мм). После сварки производят проковку металла шва.
Комбинированные электроды для холодной сварки чугуна состоят из меди и железа. Применяю следующие сочетания:
- а. стержень из меди марки M1, железо вводят в покрытие электрода в виде железного порошка;
- б. медный стержень покрывают тонкой оболочкой из жести толщиной 0,3 мм (навиваемой в виде ленты шириной 6…7 мм или надеваемой в виде трубки);
- в. стержень из низкоуглеродистой стали покрывают оболочкой из тонкой медной ленты или медной трубкой или применяют электролитическое покрытие медью толщиной 0,7…1,0 мм;
- г. пучок электродов составляют из одного стального электрода с покрытием УОНИ-13 и нескольких тонких медных стержней.
Большое применение получили электроды ОЗЧ-1 и АНЧ-1, состав которых (в %) дан в табл. 1. Сварка производится постоянным током обратной полярности. Сварочный ток определяют из расчета 30…40 А на 1 мм диаметра электрода.
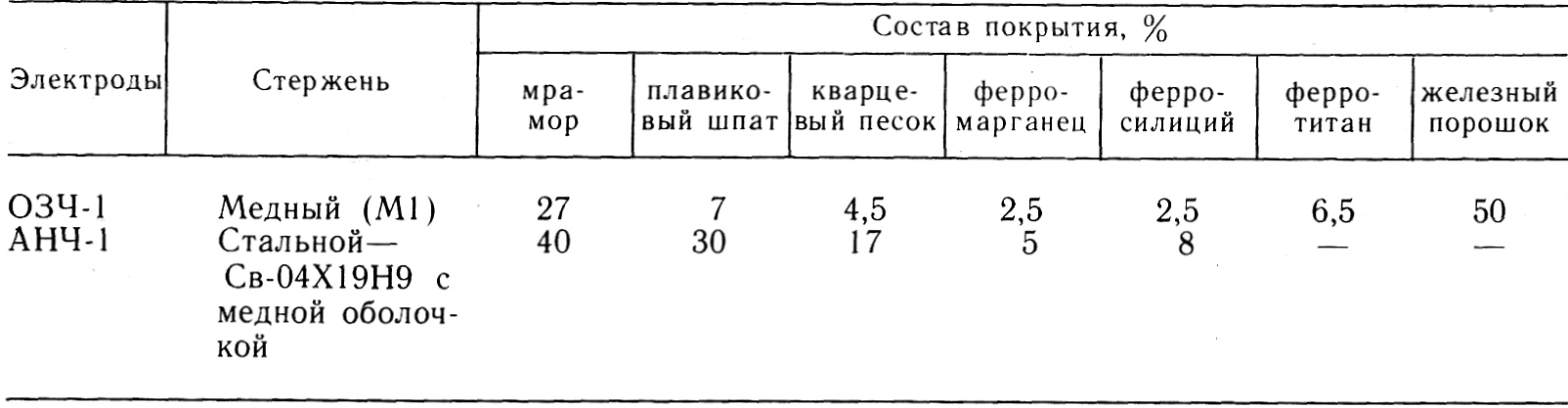
табл.1
Газовая сварка чугуна широко применяется как удобный и сравнительно простой способ. Сварку выполняют с предварительным местным или общим нагревом. Скос кромок делают односторонний V-образный с углом разделки 90°. Присадочным материалом служат чугунные прутки диаметром 6..12 мм и длиной 350…500 мм марок ПЧ 1, ПЧ 2, ПЧ 3 и ПЧВ. Флюс ФСЧ-1 (23% прокаленной буры, 27% безводного углекислого натрия и 50% азотнокислого натрия) в порошкообразном виде периодически подсыпают в расплавленный металл шва. В процессе сварки пруток погружают во флюс и переносят его в сварочную ванну. Допускается также применять в качестве флюса только прокаленную буру. Удельная мощность пламени должна составлять 100…120 л/(ч•мм). Пламя должно быть нейтральным или с небольшим избытком ацетилена. Можно производить сварку двумя горелками: одной подогревают сварочную ванну, второй производят сварку и расплавление присадочного прутка. После сварки необходимо обеспечить медленное охлаждение изделия. Для этого его покрывают асбестом или слоем песка. Рекомендуется произвести отжиг заваренных деталей и охлаждение вместе с печью.
На практике применяют низкотемпературную сварку чугуна, сущность которой заключается в том, что свариваемые кромки изделия нагревают не до расплавления, а до 800…850 °С. В разделку кромок вводят флюс, а затем наплавляют металл. Присадочными стержнями служат прутки марок ПНЧ 1 или ПНЧ 2, покрытые флюсом. Флюсы-пасты содержат 5% двуокиси титана, 10% азотнокислого калия, 12% фтористого натрия, 40% плавленой буры, 11% ферротитана, 15% углекислого лития, 7% железного порошка и 7 мас. ч. керосина на 50 ч. сухой смеси. Допускается применение флюса ФСЧ-1 при использовании прутков ПНЧ 1 и флюса ФСЧ-2 (18% буры, 25% кальцинированной соды, 56,5% натриевой селитры, 0,5% углекислого лития) при сварке прутками ПНЧ 2. Место сварки тщательно очищают, после чего изделие подвергают местному или общему нагреву до 300…400 °С восстановительным пламенем горелки. Свариваемые кромки покрывают слоем пасты и нагревают нормальным пламенем горелки до температуры 750… 790 °С. Паста плавится и покрывает тонким слоем поверхность кромок. Сварку ведут справа налево. После заварки сварное соединение подвергают медленному охлаждению. Шов получается плотным и хорошо поддается механической обработке. Применяют также низкотемпературную пайкосварку латунными припоями. Кромки подготавливают механической обработкой и очищают от жировых пятен протиркой растворителем (бензин, ацетон и др.). После предварительного нагрева до 300…400 °С на кромки наносят флюс марки ФПСН-1, содержащий 25% углекислого лития, 25% кальцинированной соды, 50% борной кислоты. Процесс пайкосварки ведут нормальным пламенем. Используют припой марки ЛОК-59-1 -0,3. Пламенем горелки расплавляют конец прутка припоя и заполняют разделку шва припоем. После затвердевания металла производят проковку шва медным молотком.
Технологические приемы сварки чугуна стальными электродами должны обеспечивать создание таких условий, при которых будет уменьшена твердость, хрупкость и трещинообразование в переходных зонах и первых слоях наплавленного металла.
Чугун требует более тщательной подготовки зоны сварки, чем сталь. Это вызвано его хрупкостью и склонностью к трудноудаляемым загрязнениям из-за пористой структуры. Масло, например, внедряется в чугун настолько глубоко, что его удаление иногда превращается в серьезную проблему.
ХОЛОДНАЯ СВАРКА — сварка давлением при значительной пластической деформации без нагрева свариваемых частей внешними источниками тепла. Холодная сварка основана на создании межатомных (бездиффузионных) связей соединяемых деталей при помощи пластической деформации. С точки зрения классической теории, холодная сварка это способ соединения деталей при комнатной температуре, без нагрева. Сварка осуществляется с помощью глубокой деформации отдельных участков соединяемых деталей, в результате чего образуется их монолитное высокопрочное соединение.