В процессе сварки по мере перемещения дуги вслед ей перемещается сварочная ванна. При этом в задней части ванны расплавленный металл охлаждается и, затвердевая, образует сварной шов.
Кристаллизация металла сварочной ванны начинается у границы с нерасплавившимся основным металлом в зоне сплавления. Различают кристаллизацию первичную и вторичную. Первичной кристаллизацией называют процесс перехода металлов и сплавов из расплавленного (жидкого) состояния в твердое. Структура металлов, не имеющих аллотропических превращений, определяется только первичной кристаллизацией. Металлы и сплавы, имеющие аллотропические формы или модификации, после первичной кристаллизации при дальнейшем охлаждении претерпевают вторичную кристаллизацию в твердом состоянии — переход из одной аллотропической формы в другую (фазовые превращения).
Первичная кристаллизация металла сварочной ванны протекает периодически, так как периодически ухудшается теплообмен, периодически выделяется скрытая теплота кристаллизации. Это приводит к слоистому строению металла шва, к появлению ликвации, как зональной, так и дендритной. Толщина закристаллизовавшихся слоев зависит от объема сварочной ванны и скорости охлаждения металла и колеблется в пределах от десятых долей миллиметра до нескольких миллиметров. Зональная (слоистая) ликвация проявляется в неоднородности химического состава металла шва в периферийной и центральной зонах. Это является следствием того, что металл периферийных зон затвердевает раньше и поэтому содержит меньше примесей, а металл центральной зоны оказывается обогащенным примесями. Дендритная ликвация характеризуется химической неоднородностью кристаллитов. Первые кристаллиты (центральные и начальные части дендритов) содержат меньше примесей, а междендритное пространство оказывается более загрязненным примесями. На процесс ликвации существенно влияет способ сварки. Улучшая условия диффузии ликвирующих примесей в твердом металле, можно значительно снизить как слоистую, так и дендритную ликвации. Например, увеличивая скорость охлаждения металла, сокращают длительность двухфазного состояния металла сварочной ванны и этим снижают степень неоднородности состава жидкой и твердой фаз. Большое значение имеет температурный интервал кристаллизации. Чем меньше температурный интервал кристаллизации, тем ниже уровень ликвации. Например, в сталях низкоуглеродистых, имеющих интервал кристаллизации 25…35°С, ликвация незначительна. С увеличением содержания в стали углерода температурный интервал кристаллизации возрастает и степень ликвации повышается.
Вторичная кристаллизация металла происходит в виде изменений форм зерен. Она в значительной степени зависит от химического состава металла, скорости охлаждения, а также от ряда других факторов.
Теплота, выделяемая дугой при сварке, распространяется в основной металл. При этом по мере удаления от границы сплавления скорость и максимальная температура нагрева металла снижаются. Вследствие этого в зоне основного металла происходят фазовые и структурные изменения, которые влияют на прочность сварного соединения.
- Зону основного металла, прилегающую к сварочной ванне, называют зоной термического влияния.
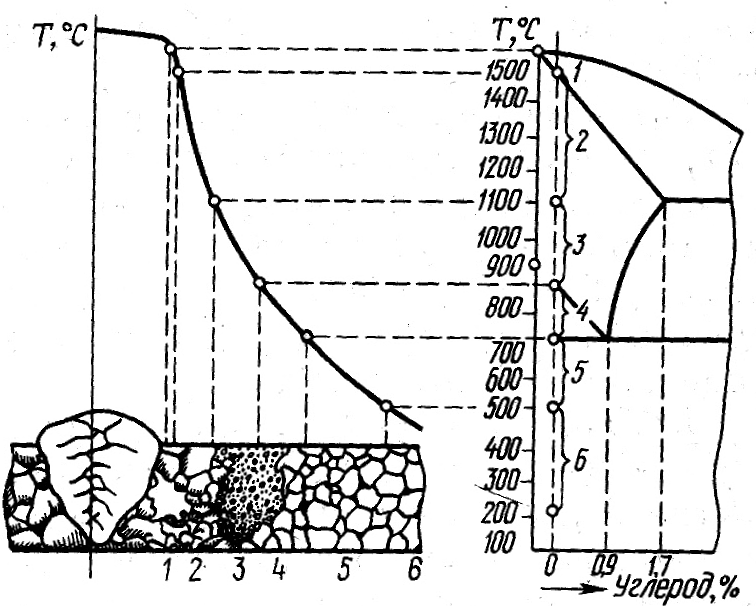
Рис. 1
На рис. 1 схематично показаны строение этой зоны и температурные участки с различными структурными превращениями низкоуглеродистой стали.
Участок неполного расплавления (1) является важным участком зоны, так как здесь происходит сращивание основного и наплавленного металлов и образование общих кристаллов. Участок представляет собой узкую полосу, измеряемую десятыми, а иногда и сотыми долями миллиметра в зависимости от способа сварки.
Участок перегрева (2) включает в себя металл, нагреваемый до температуры, близкой к температуре плавления. Этот участок характеризуется крупнозернистой структурой. Перегрев снижает прочность и пластичность металла; в сталях с большим содержанием углерода может вызвать образование крупнозернистой, так называемой видманштеттовой структуры с низкими механическими свойствами. Участок перегрева особенно опасен для сталей, склонных к образованию закалочных структур.
Участок нормализации (3) включает металл, нагреваемый до температуры более 900°С. При нагреве и охлаждении металла на этом участке происходит перекристаллизация и значительное измельчение зерна. Металл участка приобретает высокие механические свойства.
Участок неполной перекристаллизации (4) включает металл, нагреваемый выше 725°С. Металл участка состоит из крупных зерен, не прошедших перекристаллизацию, и скопления мелких зерен, прошедших перекристаллизацию. Это объясняется тем, что теплоты, полученной металлом, недостаточно для его полной перекристаллизации. Механические свойства металла участка в связи с такой смешанной структурой невысокие.
Участок рекристаллизации (5) включает мёталл, нагреваемый выше 450…500°С. На этом участке структурные изменения в металле не происходят, если только он перед сваркой не подвергался обработке давлением. Если же металл перед сваркой подвергался пластическим деформациям, то на этом участке наблюдается восстановление прежней формы и размеров зерен металла, разрушенных при обработке давлением.
Участок синеломкости (6) по структуре металла не отличается от основного. Однако металл участка имеет несколько пониженные пластичность и вязкость и большую склонность к образованию трещин.
Зона термического влияния составляет: при ручной сварке электродом без покрытия ~2,5 мм; при сварке электродом с качественным покрытием ~6 мм; при автоматической сварке под флюсом ~2,5 мм.
Следует отметить, что на механические свойства низкоуглеродистой стали сварка влияет незначительно. При сварке же конструкционных сталей в зоне термического влияния происходят структурные изменения, снижающие качество сварного соединения. При этом в металле шва образуются закалочные структуры и даже трещины. Значительно снизить термическое влияние процесса сварки на металл шва и околошовной зоны и получить качественное сварное соединение можно правильным выбором режима и техники сварки, а также хорошей подготовкой кромок свариваемых частей.
Процесс кристаллизации сварных швов отличается от кристаллизации слитков высокими скоростями кристаллизации, поскольку после интенсивного нагрева металла концентрированным источником теплоты происходит быстрый отвод теплоты в свариваемое изделие. Скорость охлаждения сварных швов исчисляется десятками и сотнями градусов в секунду.