В зависимости от назначения и условий работы к трубам и их соединениям предъявляют определенные требования, установленные стандартами или техническими условиями. Промышленность выпускает сварные (шовные) и цельнокатаные (бесшовные) трубы. При этом производство сварных труб как наиболее производительное и экономичное непрерывно возрастает.
Сварные трубы, применяемые при прокладке магистральных и производственных технологических трубопроводов, изготовляют с наружным диаметром 4…1620 мм при толщине стенки 0,3…25 мм.Сварные трубы выпускают с прямым продольным сварным швом или со спиральным.Трубы с прямым продольным швом изготовляют из листовой стали. Горячекатаные листы правят в валковых правильных машинах. Затем на дробеструйных установках зачищают свариваемые кромки от ржавчины и окалины на ширину 30…50 мм.Разделку кромок под сварку производят на кромкострогальных станках. При этом скашивают кромки так, чтобы после формовки образовался угол разделки в пределах 30…60° в зависимости от толщины заготовки. При двустороннем сварном шве угол внутренней разделки несколько больше угла наружной разделки, а притупление кромок составляет 3…5 мм.
Формовку листов под сварку производят на листозагибочных вальцах или прессах. Затем заготовку подают к сварочному стану. Сварку можно производить либо автоматической сваркой под флюсом, либо контактной сваркой сопротивлением или оплавлением. При сварке тонкостенных труб часто применяют прессовую сварку с индукционным нагревом свариваемых кромок заготовки.
Трубы со спирально-сварным швом изготовляют из узкого листа. Преимущества спирально-сварных труб: высокие механические свойства, позволяющие использовать более тонкие листы, низкая себестоимость; экономия металла по сравнению с прямошовными трубами составляет 30…35%.
Для магистральных трубопроводов, работающих под давлением до 2,5 МПа, трубы изготовляют из мартеновских сталей МСт2, МСтЗ и МСт4. Для магистральных газовых и нефтяных трубопроводов применяют трубы из низколегированных сталей марок 14ГН, 14ХГН, 14ХГС, 15ХГН, 19Г и МК. Эти стали обладают пределом прочности до 500 МПа при относительном удлинении 18…20% и ударной вязкости при 40°С до 300 кДж/м2. Сортаментом предусмотрены наружные диаметры труб 426…1620 мм и толщина стенки 5… 14 мм.
Цельнокатаные трубы также изготовляют из низкоуглеродистой мартеновской стали марок МСтЗ и МСт4 с пределом прочности 350…550 МПа и относительным удлинением 20…25%. Сортаментом предусмотрены наружные диаметры—114…426 мм и толщина стенки —4,5…20 мм.
Магистральные трубопроводы нефтяных заводов, работающие при высоких и низких температурах, а также трубопроводы для транспортирования жидких и газовых агрессивных веществ монтируют из цельнокатаных труб, изготовленных из легированных жаропрочных и нержавеющих сталей. Для магистральных трубопроводов и трубопроводов нефтезаводов, предназначенных для сред, вызывающих коррозию, применяют трубы из алюминия и его сплавов. Для этих труб сортамент предусматривает наружные диаметры 120…280 мм и толщину стенки 10…30 мм.
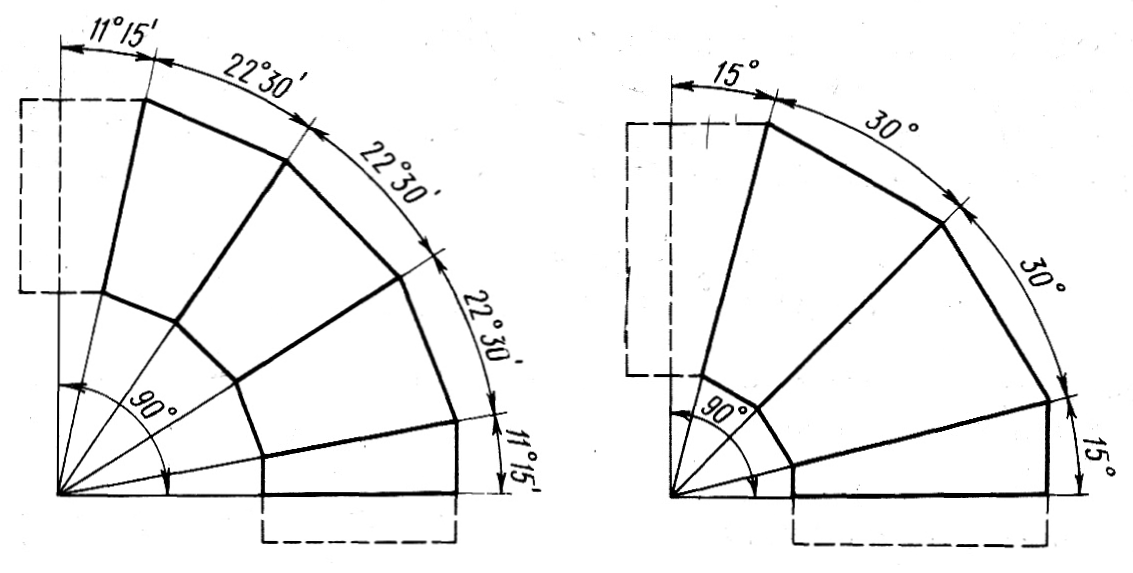
Рис. 1
Фасонные части—штампованные, гнутые или сварные—предназначены для сборки магистральных и особенно заводских производственных трубопроводов. Фасонные части применяют для углов поворота, участков ответвления, обвязки различных аппаратов, насосов других устройств. При монтаже труб диаметром до 529 мм применяют крутоизогнутые угольники, двойники, тройники и переходы, изготовляемые из стали 20 путем протяжки или штамповки. Для коррозионностойких трубопроводов фасонные части изготовляют из стали 12Х5МА и 12Х18Н9Т. Крутоизогнутые угольники выпускают с наружным диаметром 48…529 мм при толщине стенок 4,5… 12 мм и среднем радиусе 80…500 мм. Большое применение получают сварные фасонные части. К качеству сварки предъявляют высокие требования, особенно при монтаже трубопроводов высокого давления. Сварные отводы чаще всего делают из нескольких частей (рис.1). Для удобства монтажа концы труб, привариваемых к отводам, делают с косым срезом. Трубопроводы высокого давления (свыше 10 МПа) монтируют с помощью литых или кованых фасонных частей.
Так выпускают трубу где смещение кромок не превышает 25% от номинальной толщины стенки, но не более 3 мм для трубы диаметром 0.5-1.42 м с толщиной стенки менее 14 мм и не более 5 мм для трубы диаметром 1.420-2.520 м с толщиной стенки 14 мм и более.
Замечательная статья, спасибо большое за информацию. Хотел бы в дополнение предложить Вам прочитать мою статью на тему сварка трубопроводов, и сказать, что Вы думаете по этому поводу. http://stroyka2001.kh.ua/nashi-uslugi/svarka-truboprovodov-harkov-tehnologiya-svarki-truboprovodov/ Заранее спасибо