Ручную дуговую сварку трубопроводов, несмотря на небольшую толщину соединяемых кромок, выполняют в 2…3 слоя. Многослойная сварка обеспечивает хороший провар корня шва и значительно повышает плотность сварного соединения. Ручную сварку производят с поворотом свариваемых стыков (сварка поворотных стыков) и без поворота стыков (сварка неповоротных стыков).
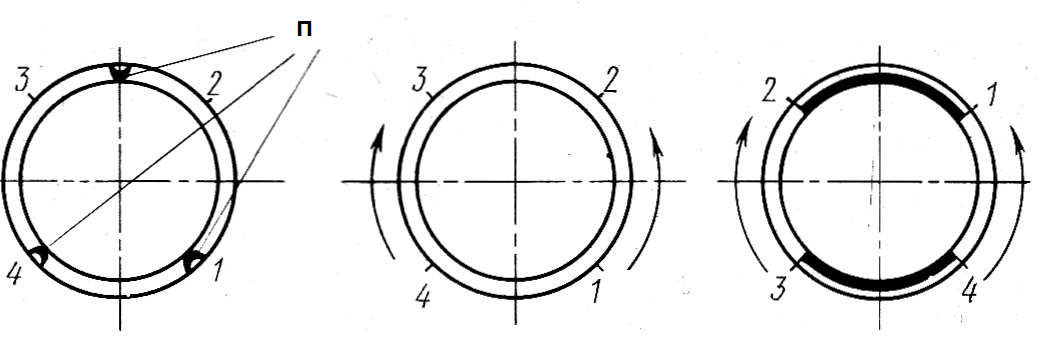
Рис. 1
При сварке поворотных стыков первый слой должен быть наложен так, чтобы обеспечить хорошее проплавление и провар корня шва. Для уменьшения образования грата внутри стыка рекомендуется производить сварку в такой последовательности (рис.1): заваривают первым слоем участки от точки 1 до точки 2 и от точки 4 до точки 3 на всех стыках труб секции. Затем секцию поворачивают на 90° и производят заварку участков от точки 4 до точки 1 и от точки 3 до точки 2. Чтобы не допустить прожога металла, сварку первого слоя производят электродом диаметром 4 мм при сварочном токе 120…140 А. Последующие слои наплавляют электродом диаметром 5…6 мм при токе 200…250 А. Слои наваривают в одном направлении с постепенным поворачиванием свариваемой секции.
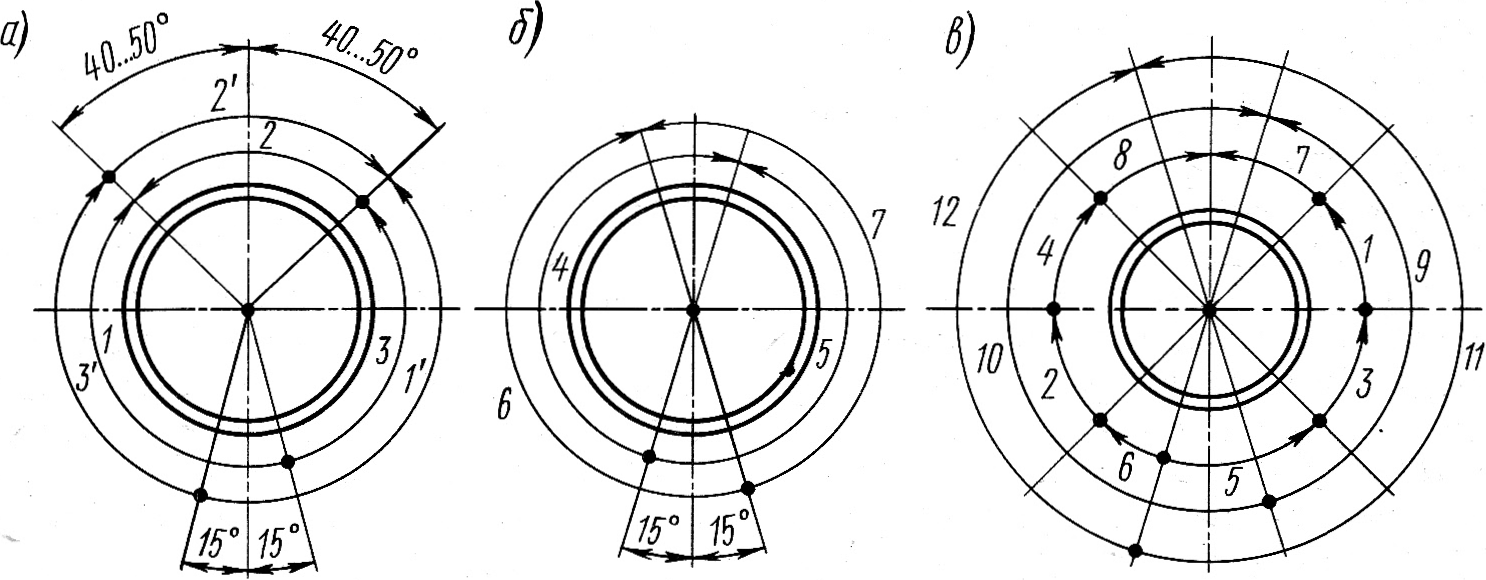
Рис. 2
Сварку неповоротных стыков производят при соединении сваренных секций в одну плеть и окончательном монтаже трубопроводных линий. Порядок наложения сварных швов показан на рис. 2. Первый слой (внутренняя окружность—швы 7, 2, 3) заваривают снизу вверх, а последующие (наружная окружность—швы 1′,2′,3′)—либо снизу вверх, либо сверху вниз (рис. 115, а) или как показано на рис. 115, б (швы 4,5,6,7). Последовательность наложения сварных швов при соединении труб диаметром более 700 мм показана на рис. 115, в. При сварке особенно важно смещение замыкающих участков в смежных слоях шва (так называемых замков). Они должны отстоять друг от друга не менее чем на 60…100 мм, а в потолочной части шва удобнее заканчивать сварку на расстоянии 50…70 мм от нижней точки трубы.
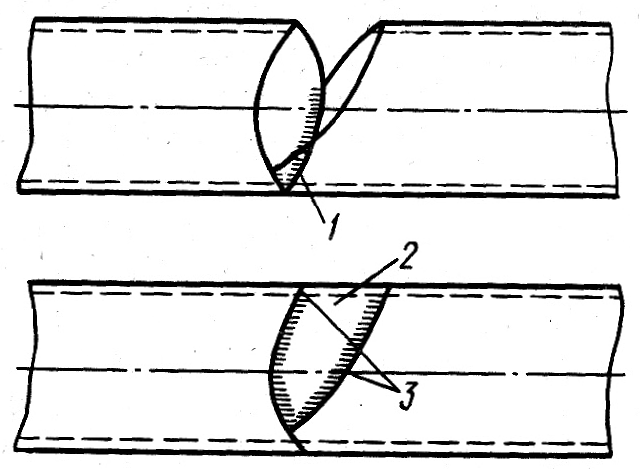
Рис.3
При невозможности выполнить сварку неповоротных стыков потолочным швом применяют комбинированный способ (рис. 3) сварки стыка со вставкой 2, при котором нижнюю часть 1 шва заваривают с внутренней стороны, а затем заваривают верхнюю часть 3 шва с наружной стороны. Электроды применяют такие же, что и при сварке поворотных стыков. Однако соединение неповоротных стыков является особо ответственной сваркой и выполняется высококвалифицированными сварщиками. При прокладке магистральных трубопроводов ручную сварку применяют для наложения первого слоя шва. Последующий слой заваривают автоматической сваркой под флюсом.