Газы для сварки и резки металлов.
Кислород при газовой сварке применяется для получения горючей смеси. Он способствует интенсивному горению горючих газов и получению высокотемпературного пламени. При горении газов в воздухе температура пламени значительно ниже, чем при горении в кислороде. При газовой сварке применяют газообразный технический кислород поставляемый по ГОСТ 5583—78 трех сортов. Первый сорт имеет чистоту не ниже 99,7%, второй сорт — не ниже 99,5%, а третий сорт — не ниже 99,2% по объему. Технический кислород содержит примеси, состоящие из азота и аргона. Следует учесть важное значение чистоты кислорода при сварке и резке металла. Снижение чистоты кислорода на 1 % не только ухудшает качество сварного шва, но и требует увеличения расхода кислорода на 1,5%. Кислород при атмосферном давлении и нормальной температуре представляет собой газ без цвета и запаха с плотностью 1,43 кг/м3. Его получают из воздуха методом низкотемпературной ректификации, основанном на разности температур кипения основных составляющих воздуха — азота ( — 195,8° С) и кислорода (—182,96°С). Воздух переводят в жидкое состояние и затем постепенным повышением температуры испа ряют азот (78%). Оставшийся кислород (21%) очищают до требуемой чистоты многократным повторением процесса ректификации.
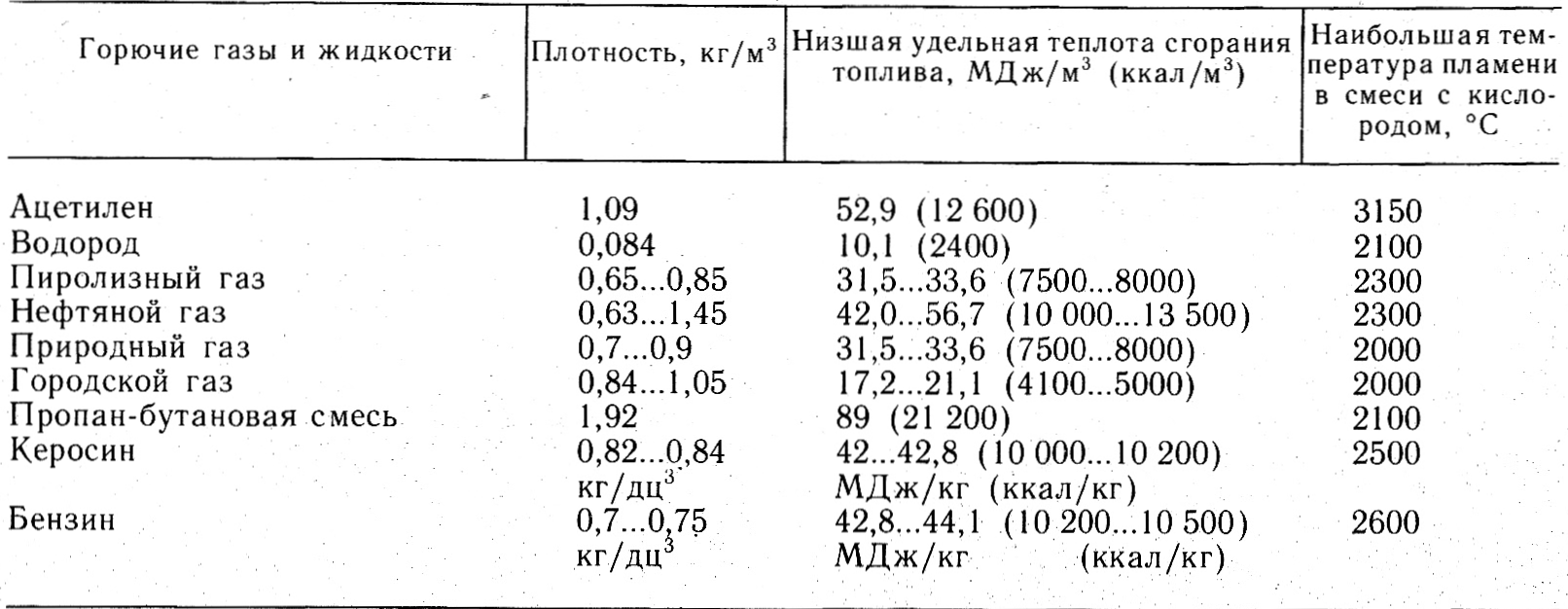
Таблица 1
Некоторые свойства горючих газов, применяемых при тазовой сварке, даны в табл. 1.
Ацетилен в газосварочном производстве получил наибольшее распространение благодаря важным для сварки качествам (высокая температура пламени, большая теплота сгорания). Он представляет собой химическое соединение углерода с водородом (С2Н2). Это бесцветный газ с характерным запахом, обусловленным наличием примесей (сероводорода, фтористого водорода и др.).
Ацетилен взрывоопасен при следующих условиях: нагревании до 480.. .500°С, давлении 0,14…0,16 МПа (1,4…1,6 кгс/см2), в смеси 2,3… 80,7% ацетилена с воздухом, в смеси
2.8.. .93% ацетилена с кислородом.
Ацетилен получают при взаимодействии карбида кальция с водой по реакции СаС2 + 2Н2O=С2Н2 + Са(ОН)2.
Карбид кальция получают путем сплавления в электропечах кокса и обожженной извести СаО + ЗС = СаС2+СО. Карбид кальция очень активно вступает в реакцию с водой, реагируя даже с парами воды, насыщающими воздух. Поэтому его хранят и транспортируют в герметически закрытых стальных барабанах вместимостью 50… 130 кг.
Из 1 кг карбида кальция в зависимости от сорта и грануляции получают 235…280 л ацетилена. Следует иметь в виду, что мелкий и пылеобразный карбид кальция применять запрещается (взрывоопасно) . Для взаимодействия 1 кг карбида кальция теоретически необходимо 0,56 л воды. Практически берут
7.. .20 л воды. Это обеспечивает хорошее охлаждение ацетилена и более безопасную работу газогенератора.
Водород — газ без цвета и запаха. В смеси с кислородом или воздухом он образует взрывчатую смесь (так называемый гремучий газ), поэтому требует строгого соблюдения правил техники безопасности. Водород хранится и транспортируется в стальных баллонах при максимальном давлении 15 МПа. Получают его электролизом воды или в водородных генераторах путем воздействия серной кислотой на железную стружку или цинк.
Пиролизный газ — смесь газообразных продуктов термического разложения нефти, нефтепродуктов или мазута. Содержит вредные сернистые соединения, вызывающие коррозию мундштуков горелок и резаков, поэтому требует тщательной очистки.
Нефтяной газ — смесь горючих газов, являющихся побочным продуктом нефтеперерабатывающих заводов. Его применяют для сварки, резки и пайки сталей толщиной до 3 мм и сварки цветных металлов.
Природный газ получают из газовых месторождений. Он состоит в основном из метана (93…99%).
Пропан-бутановую смесь получают при добыче и переработке естественных нефтяных газов и нефти. Хранят и транспортируют в сжиженном состоянии в баллонах вместимостью 40 и 55 л под давлением 1,6…1,7 МПа. Жидкой смесью заполняют только половину баллона, так как при нагреве значительное повышение давления может привести к взрыву.
Бензин и керосин используют при газопламенной обработке в виде паров. Для этой цели горелки и резаки имеют испарители, которые нагревают вспомогательным пламенем или электрическим током.
Сварочное пламя.
Сварочное пламя образуется при сгорании выходящей из мундштука горелки смеси горючего газа (или паров горючей жидкости) с кислородом. Свойства сварочного пламени зависят от того, какое горючее подается в горелку и при каком соотношении кислорода и горючего создается газовая смесь. Изменяя количество подаваемого в горелку кислорода и горючего газа, можно получить нормальное, окислительное или науглероживающее сварочное пламя.
Нормальное (или восстановительное) пламя теоретически должно получаться при объемном отношении количества кислорода к ацетилену β = 1. Практически вследствие загрязненности кислорода нормальное пламя получается при несколько большем количестве кислорода, т. е. при β=1,1 …1,3. Нормальное пламя способствует раскислению металла сварочной ванны и получению качественного сварного шва. Поэтому большинство металлов и сплавов сваривают нормальным пламенем.
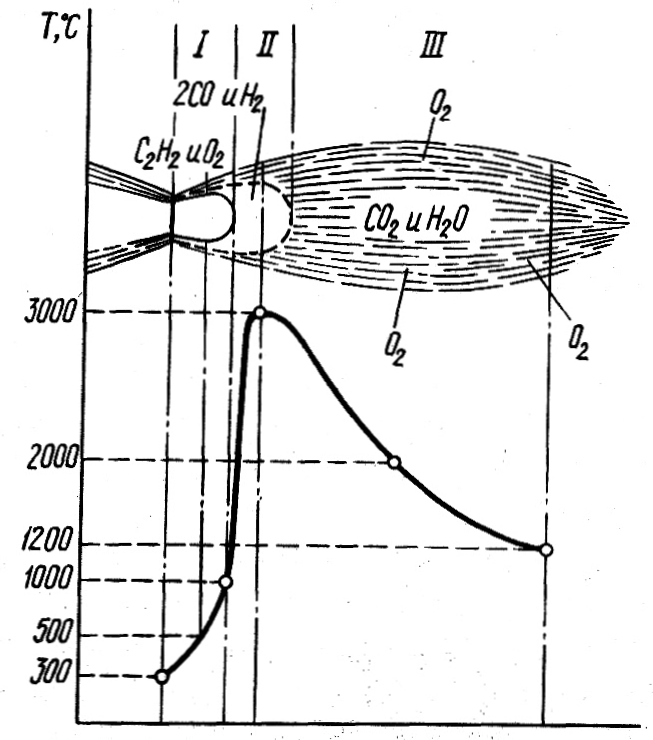
Рис. 1
Нормальное ацетилено-кислородное пламя (рис. 1) состоит из трех ясно выраженных зон: ядра (Ι), восстановительной зоны (ΙΙ) и факела (ΙΙΙ). Форма ядра — конус с закругленной вершиной, имеющий светящуюся оболочку. Ядро состоит из продуктов распада ацетилена с выделяющимися раскаленными частицами углерода, которые сгорают в наружном слое оболочки. Длина ядра зависит от скорости истечения горючей смеси из мундштука горелки. Чем больше давление газовой смеси, тем больше скорость истечения, тем длиннее ядро пламени.
Восстановительная зона по своему темному цвету заметно отличается от ядра. Она состоит в основном из оксида углерода и водорода, получающихся в результате частичного сгорания ацетилена: С2Н2+О2 = 2СО + Н2. В этой зоне создается наивысшая температура пламени (3000° С) на расстоянии 3…5 мм от конца ядра. Этой частью пламени производят нагревание и расплавление свариваемого металла. Находящиеся в этой зоне оксид углерода и водород могут восстанавливать образующиеся оксиды металлов.
Факел располагается за восстановительной зоной и состоит из углекислого газа и паров воды, которые получаются в результате сгорания оксида углерода и водорода, поступающих из восстановительной зоны. Сгорание происходит за счет кислорода окружающего воздуха. Зона факела содержит также азот, попадающий из воздуха.
Окислительное пламя получается при избытке кислорода β > 1,3. Ядро такого пламени значительно короче по длине, с недостаточно резким очертанием, более бледной окраски. Длинна восстановительной зоны и факела пламени также меньше. Пламя имеет синевато-фиолетовую окраску. Температура пламени несколько выше нормальной. Однако таким пламенем сваривать стали нельзя, так как наличие в пламени избыточного кислорода приводит к окислению расплавленного металла шва, а сам шов получается хрупким и пористым.
Науглероживающее пламя получается при избытке ацетилена, β<1,1. Ядро такого пламени теряет резкость своего очертания, и на его вершине появляется зеленоватый ореол, свидетельствующий о наличии избыточного ацетилена. Восстановительная зона значительно светлеет, а факел получает желтоватую окраску. Очертания зон теряют свою резкость. Избыточный ацетилен разлагается на углерод и водород. Углерод легко поглощается расплавленным металлом шва. Поэтому таким пламенем пользуются для науглероживания металла шва или восполнения выгорания углерода.
Регулирование сварочного пламени производится по его форме и окраске. Важное значение имеет правильный выбор давления кислорода, его соответствие паспорту горелки и номеру наконечника. При большом давлении кислорода смесь вытекает с большой скоростью, пламя отрывается от мундштука, происходит выдувание расплавленного металла из сварочной ванны; при недостаточном давлении кислорода — скорость истечения горючей смеси падает, пламя укорачивается и возникает опасность обратных ударов. Нормальное пламя можно получить из окислительного, постепенно увеличивая поступление ацетилена до образования яркого и четкого ядра пламени. Можно отрегулировать нормальное пламя и из науглероживающего, убавляя подачу ацетилена до исчезновения зеленоватого ореола у вершины ядра пламени. Характер пламени выбирают в зависимости от свариваемого металла. Например, при сварке чугуна и наплавке твердых сплавов применяют науглероживающее пламя, а при сварке латуни — окислительное.
Важным показателем сварочного пламени является его тепловая мощность. Мощность пламени принято определять расходом ацетилена в л/ч, а удельной мощностью пламени называют часовой расход ацетилена в литрах, приходящийся на 1 мм толщины свариваемого металла. Потребная мощность пламени зависит от толщины свариваемого металла и его теплопроводности. Например, при сварке углеродистых и низколегированных сталей, чугуна, сплавов меди и алюминия удельная мощность пламени составляет 80…150 л/(ч•мм), а при сварке меди, обладающей высокой теплопроводностью, удельную мощность выбирают в пределах 150… 220 л/(ч•мм).
Хорашая статья, пламя может и брань резать как на заводах. Главное чтоб тепловой мощьности хватило.