Техника выполнения газовой сварки
Качество сварного соединения в значительной степени зависит от правильного выбора режима и техники выполнения сварки.
При ручной сварке пламя горелки направляют на свариваемые кромки так, чтобы они находились в восстановительной зоне на расстоянии 2…6 мм от конца ядра. Конец присадочной проволоки также держат в восстановительной зоне или в сварочной ванне.
Положение горелки — угол наклона ее мундштука к поверхности свариваемого металла зависит от толщины соединяемых кромок изделия и теплопроводности металла. Чем толще металл и чем больше его теплопроводность, тем угол наклона мундштука горелки должен быть больше. Это способствует более концентрированному нагреву металла вследствие подведения большего количества теплоты. Углы наклона мундштука горелки в зависимости от толщины металла при сварке низкоуглеродистой стали показаны на рис. 1.
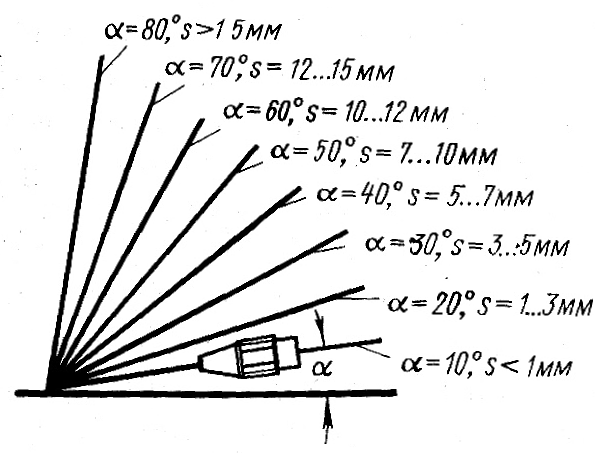
Рис. 1
В начале сварки для быстрого и лучшего прогрева металла устанавливают наибольший угол наклона, затем в процессе сварки этот угол уменьшают до нормы, а в конце сварки постепенно уменьшают, чтобы лучше заполнить кратер и предупредить пережог металла.
Различают два основных способа газовой сварки: правый и левый. При правом способе (рис. 2, а) процесс сварки ведется слева направо. Горелка 4 перемешается впереди присадочного прутка 2, а пламя 3 направлено на формирующийся шов 1. Этим обеспечивается хорошая защита сварочной ванны от воздействия атмосферного возруха и замедленное охлаждение сварного шва. Такой cпособ позволяет получать швы высокого качества. При левом способе (рис. 2, б) процесс сварки производится справа налево. Горелка перемещается за присадочным прутком, а пламя направляется на несваренные кромки и подогревает их, подготавливая к сварке.
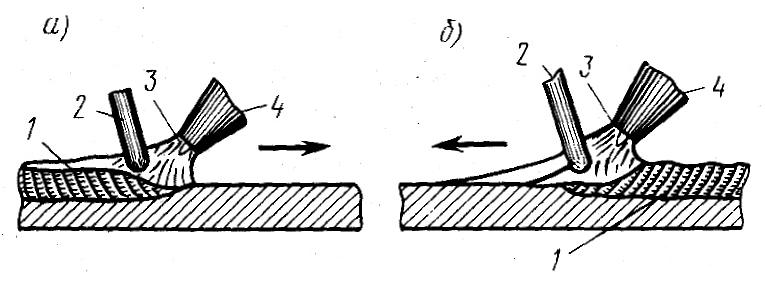
Рис. 2
Правый способ применяют при сварке металла толщиной более 5 мм. Пламя горелки при этом способе ограничено с двух сторон кромками изделия, а позади наплавленным валиком, что значительно уменьшает рассеивание теплоты и повышает степень её использования. Однако при левом способе внешний вид шва лучше, так как сварщик отчетливо видит шов и может получить равномерную высоту и ширину его. Это особенно важно при сварке тонких листов. Поэтому тонкий металл сваривают левым способом. Кроме того, при левом способе пламя свободно растекается по поверхности металла, что снижает опасность его пережога.

Рис. 3
Выбор способа сварки зависит также oт пространственного положения шва. При сварке швов в нижнем положении выбор способа сварки, как указано выше, зависит от толщины металла. Сварку вертикальных швов снизу вверх следует производить левым способом (рис. 3, а). Сварку горизонтальных швов выполняют левым способом, направляя пламя горелки на заваренный шов (рис. 3, б). Для предупреждения вытекания расплавленного металла сварочную ванну формируют с небольшим перекосом. Потолочные швы легче сваривать правым способом, так как в этом случае газовый поток пламени направлен непосредственно на шов и тем самым препятствует вытеканию металла из сварочной ванны (рис. 3,в).
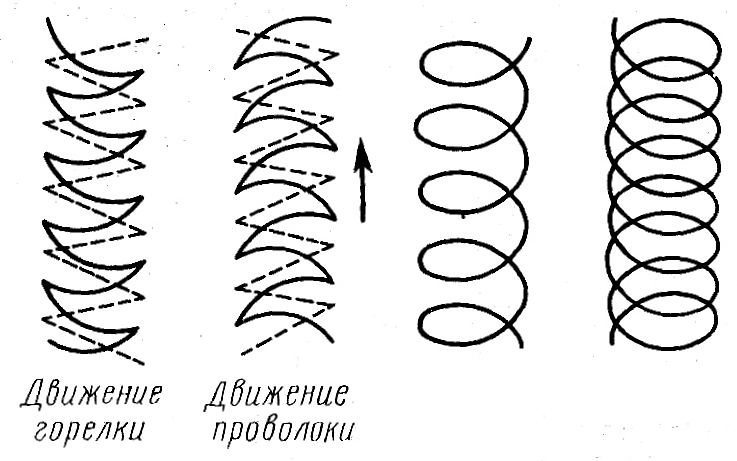
Рис. 4
В процессе сварки мундштук горелки и присадочный пруток совершают одновременно два движения: одно — вдоль оси свариваемого шва и второе — колебательные движения поперек оси шва (рис. 4). При этом конец присадочного прутка движется в направлении, обратном движению мундштука.
Технология газовой сварки
Для получения сварного шва с высокими механическими свойствами необходимо хорошо подготовить свариваемые кромки, правильно подобрать мощность горелки, отрегулировать сварочное пламя, выбрать присадочный материал, установить положение горелки и направление перемещения ее по свариваемому шву.
Подготовка кромок заключается в очистке их от масла, окалины и других загрязнений, разделке под сварку и прихвате короткими швами.
Свариваемые кромки зачищают на ширину 20.. 30 мм с каждой стороны шва. Для этой цели можно использовать пламя сварочной, горелки. При нагреве окалина отстает от металла, а краска и масло выгорают. Затем поверхность свариваемых деталей зачищают стальной щеткой до металлического блеска. При необходимости (например, при сварке алюминия) свариваемые кромки травят в кислоте и затем промывают и сушат.
Разделка кромок под сварку зависит от типа сварного соединения, который, в свою очередь, зависит от взаимного расположения свариваемых деталей.
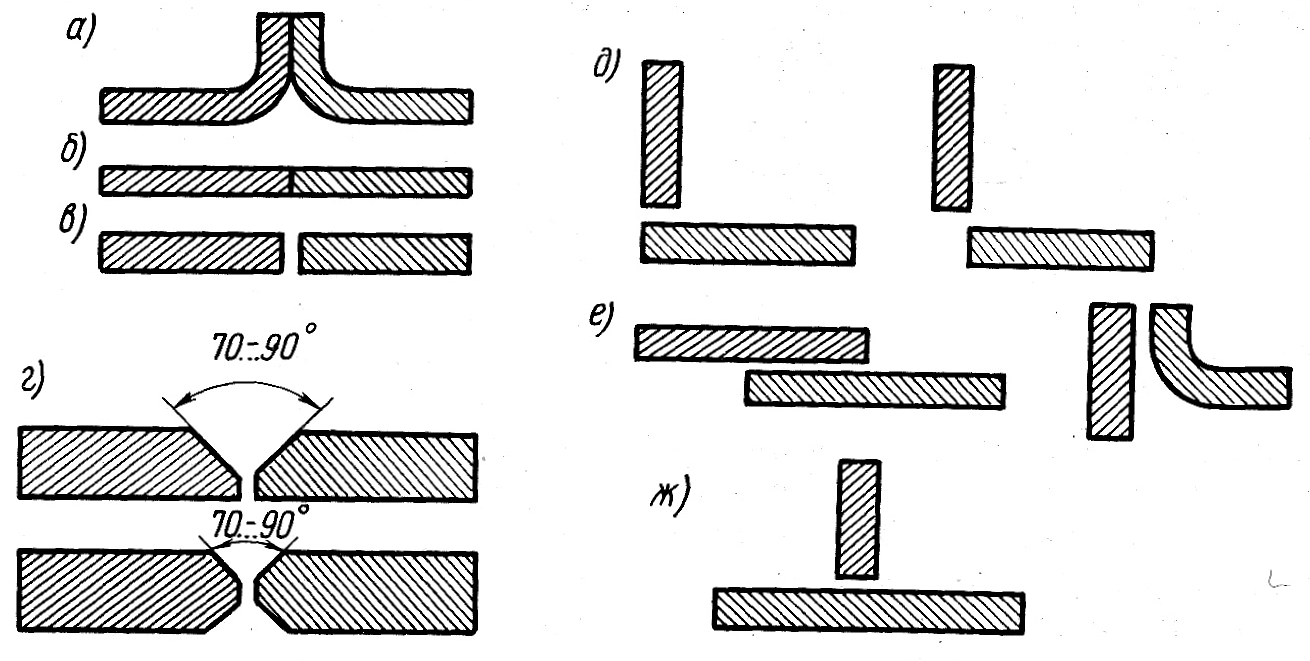
Рис. 5
Стыковые соединения являются для газовой сварки наиболее распространенным типом соединений. Металлы толщиной до 2 мм сваривают встык с отбортовкой кромок (рис. 5, а) без присадочного материала или встык без разделки кромок и без зазора (рис. 5, б), но с присадочным материалом. Металл толщиной 2…5 мм сваривают встык без разделки кромок, но с зазором между ними (рис. 5, в). При сварке металла толщиной более 5 мм применяют V- или Х-образную разделку кромок (рис. 5, г) . Угол скоса выбирают в пределах 70…90°; при этих углах получается хороший провар вершины шва.
Угловые соединения (рис 5, д) также часто применяют при сварке металлов малой толщины. Такие соединения сваривают без присадочного металла. Шов получается за счет расплавления кромок свариваемых деталей.
Нахлесточные (рис. 5, е) и тавровые (рис. 93, ж) соединения допустимы только при сварке металла толщиной менее 3 мм, так как при больших толщинах металла неравномерный местный нагрев вызывает большие внутренние напряжения и деформации и даже трещины в шве и основном металле.
Скос кромок производят ручным или пневматическим зубилом, а также на кромкострогальных или фрезерных станках. Экономичным способом подготовки кромок является ручная или механизированная кислородная резка; образующиеся при этом шлаки и окалины удаляют зубилом и металлической щеткой.
Чтобы не допустить изменения положения свариваемых деталей и зазора между кромками в течение всего процесса сварки, изделие закрепляют в приспособлениях или с помощью прихваток. Длина прихваток, их число и расстояние между ними зависят от толщины металла, длины и конфигурации свариваемого шва. При сварке тонкого металла и коротких швах длина прихваток составляет 5…7 мм, а расстояние между ними — 70… 100 мм. При сварке толстого металла и значительной длине прихватки делают длиной 20…30 мм, а расстояние между ними − 300… 500 мм.
Основные параметры режима сварки выбирают в зависимости от свариваемого металла, его толщины и типа изделия. Определяют потребную мощность пламени, вид пламени, марку и диаметр присадочной проволоки, технику сварки. Швы накладывают одно- и многослойные. При толщине металла до 6…8 мм применяют однослойные швы, до 10 мм швы выполняют в два слоя, а при толщине металла более 10 мм швы сваривают в 3 слоя и более. Толщина слоя при многослойной сварке зависит от размеров шва, толщины металла и составляет 3…7 мм. Перед наложением очередного слоя поверхность предыдущего слоя должна быть хорошо очищена металлической щеткой. Сварку производят короткими участками. При этом стыки валиков в слоях не должны совпадать. При многослойной сварке зона нагрева меньше, чем при однослойной. В процессе сварки при наплавке очередного слоя происходит отжиг нижележащих слоев. Кроме того, каждый слой можно подвергнуть проковке. Все эти условия позволяют получить сварной шов высокого качества, что очень важно при сварке ответственных конструкций. Однако следует учесть, что при этом производительность сварки низкая при большом расходе горючего газа.
Низкоуглеродистные стали сваривают газовой сваркой без особых затруднений. Сварка выполняется нормальным пламенем. Присадочным материалом служит сварочная проволока по ГОСТ 2246—70. Ответственные конструкции из низкоуглеродистой стали сваривают, применяя низколегированную проволоку. Наилучшие результаты дают кремнемарганцовистая и марганцовистая проволоки марок Св-08ГА, Св-10Г2, Св-08ГС, Св-08Г2С. Они позволяют получать сварные швы с высокими механическими свойствами. Удельная мощность пламени − 100… 150 л/(ч·мм).
Среднеуглеродистые стали свариваются удовлетворительно, однако при сварке возможно образование в сварном шве и зоне термического влияния закалочных структур и трещин. Сварку выполняют слегка науглероживающим пламенем, так как даже при небольшом избытке в пламени кислорода происходит существенное выгорание углерода. Удельная мощность пламени должна быть в пределах 80… 100 л/(ч·мм). Рекомендуется левый способ сварки, чтобы снизить перегрев металла. При толщине металла более 3 мм следует проводить предварительный общий подогрев детали до 250…300°С или местный нагрев до 650…700°С. Присадочным материалом служат марки сварочной проволоки, указанные для малоуглеродистой стали, и проволока марки Св-12ГС.
При определении мощности пламени следует иметь в виду, что при сварке правым способом удельная мощность должна быть повышена на 20…25%. Увеличение мощности пламени повышает производительность сварки. Однако при этом возрастает опасность пережога металла.
Диаметр присадочной проволоки d (мм) при сварке металла толщиной до 15 мм левым способом определяют по формуле d = S/2 +1, где S — толщина свариваемой стали, мм. При правом способе диаметр проволоки берут равным половине толщины свариваемого металла. При сварке металла толщиной более 15 мм применяют проволоку диаметром 6…8 мм.
После сварки можно рекомендовать проковку металла шва в горячем состоянии и затем нормализацию с температуры 800…900°С. При этом металл приобретает достаточную пластичность и мелкозернистую структуру.
Статья очень раскрыта ! Спасибо автору!
Однако у газовой сварки и резки есть существенные недостатки – во-первых, она выполняется только вручную, потому сэкономить на специалистах высокого профиля не удастся