Сущность контактной сварки
- Контактной сваркой называется сварка с применением давления, при которой нагрев производится теплотой, выделяющейся при прохождении электрического тока через находящиеся в контакте соединяемые части.
Количество теплоты (Дж), выделяющейся при прохождении электрического тока через находящиеся в контакте детали, может быть определено по формуле Q=I2Rt, где I — ток, A; R — сопротивление участка цепи в месте контакта деталей, Ом; t — продолжительность действия тока, с.
Из формулы видно, что количество теплоты зависит от тока в сварочной цепи. Поэтому для быстрого нагрева свариваемых кромок применяют большие токи, достигающие нескольких десятков тысяч ампер. Так как электрическое сопротивление прохождению тока в месте контакта свариваемых деталей велико, то на этом очень малом участке выделяется большое количество теплоты, которое вызывает быстрый нагрев металла. С повышением температуры металла в зоне контакта его сопротивление возрастает, следовательно, еще более возрастает количество выделяющейся теплоты и ускоряется процесс нагрева металла. Таким образом, применение больших сварочных токов позволяет осуществить быстрый нагрев металла и выполнить сварку за десятые и даже сотые доли секунды.
Режим контактной сварки характеризуется совместным действием основных параметров — тока и времени его протекания, силы сжатия и времени ее действия.
По току и времени его протекания различают два режима сварки: жесткий и мягкий. Жесткий режим характеризуется большим током и малым временем процесса сварки. Такой режим применяется для сварки сталей, чувствительных к нагреву и склонных к образованию закалочных структур, а также легкоплавких цветных металлов и их сплавов. Мягкий режим характеризуется большей продолжительностью процесса и постепенным нагревом свариваемого металла. Таким режимом пользуются при сварке углеродистых сталей, обладающих низкой чувствительностью к тепловому воздействию.
Машины для контактной сварки состоят из двух основных частей: электрической и механической. Электрическая часть машин состоит из трансформатора, переключателя ступеней (регулятора тока), регулятора времени, прерывателя тока и токоподводящих проводов и устройств. Трансформатор применяется однофазный с секционированной первичной обмоткой, позволяющей с помощью переключателя ступеней изменять напряжение во вторичной обмотке. При первичном напряжении 220 или 380 В, а вторичном—1…20 В сварочный ток достигает нескольких десятков килоампер. Вторичная обмотка трансформатора у машин малой мощности состоит из отдельных гибких медных полос, охлаждаемых воздухом, у машин средней и большой мощности — из пустотелых медных витков, охлаждаемых проточной водой. Механическая часть состоит из станины и механизмов, обеспечивающих точную фиксацию и необходимое давление для сжатия свариваемых деталей.
Совмещенные графики изменения сварочного тока и силы сжатия во времени называют циклограммой. Цикл сварки имеет четыре периода: сжатие, сварку, проковку и паузу. Для управления циклом работы машины применяют устройство, называемое регулятором времени. В практике применяют четырехпозиционный регулятор времени РВЭ-7 завода «Электрик», имеющий четыре последовательные выдержки времени для каждого периода цикла сварки. Регулятор имеет металлический корпус с выведенными наружу регулировочными ручками, с помощью которых длительность периодов цикла плавно регулируется: период сварки от 0,03 до 6,75 с, остальные — от 0,03 до 1,35 с.
Включение и выключение машин контактной сварки производится от первичной обмотки сварочного трансформатора. В процессе сварки необходимо включать и выключать большой ток десятки раз в секунду. Для этой цели машины небольшой мощности и неавтоматического действия имеют механические или электромагнитные контакторы. При больших мощностях такие контакторы имеют большие габариты и низкую производительность и не обеспечивают точного дозирования и стабильности подачи энергии, поэтому на машинах средней и большой мощности устанавливают игнитронные или тиристорные прерыватели.
Контактная сварка — высокопроизводительный процесс, легко поддающийся механизации и автоматизации, что способствует ее широкому применению в строительстве и промышленности, например для сварки стыковых и крестообразных соединений арматуры в железобетонных конструкциях, для сварки элементов конструкций из листовой стали или алюминия, для соединения элементов стальных конструкций (типа балок, ферм, мачт), для сварки труб, а также для стыковых соединений медных и алюминиевых проводов при электромонтажных работах.
Контактная сварка по форме сварного соединения подразделяется на стыковую, точечную, шовную и шовностыковую.
Стыковая контактная сварка
- Стыковая контактная сварка — сварка, при которой соединение свариваемых, частей происходит по всей поверхности стыкуемых торцов.
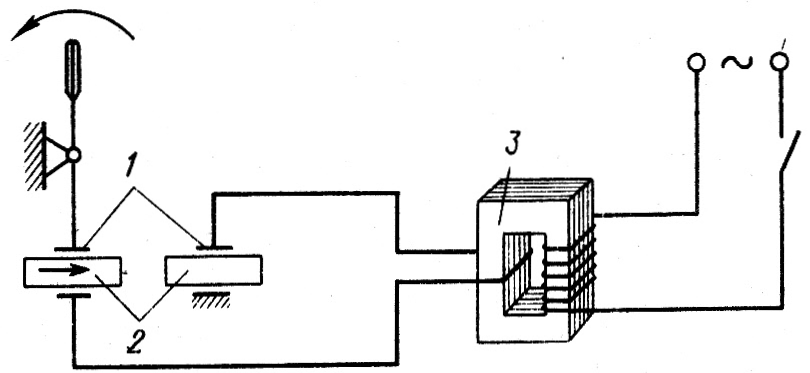
Рис. 1
Принципиальная схема стыковой сварки представлена на рис. 1:
1 — электроды-зажимы, 2 — свариваемые детали, 3 — трансформатор.
Сварка может быть выполнена двумя способами: сопротивлением и оплавлением (непрерывным и прерывистым).
При сварке сопротивлением чисто обработанные торцы двух деталей приводят в плотное соприкосновение и включают сварочный ток. После нагрева стыкуемых поверхностей до пластического состояния производят осадку (сжатие) и одновременно выключают ток. Таким способом можно сваривать детали круглого или прямоугольного сечения из низкоуглеродистых сталей с площадью сечения до 1000 мм2, из легированных сталей — до 20 мм . Хорошо свариваются сваркой сопротивлением цветные металлы и их сплавы; можно сваривать и разнородные металлы (сталь с медью, латунь с медью, различные сорта сталей). Сварка сопротивлением требует строгого контроля температуры нагрева и высокой чистоты свариваемых поверхностей — попадание оксидов между плоскостями контакта снижает качество сварки. Поэтому сварка сопротивлением не получила большого распространения.
Сварка непрерывным оплавлением выполняется в такой последовательности. Детали, закрепленные в зажимах машины, плавным перемещением подвижного зажима приводят в соприкосновение при включенном сварочном токе. При этом происходит оплавление свариваемых торцов. Затем производят осадку на установленную величину и выключение тока. Такой способ применяют при сварке тонкостенных труб, листов, рельсов и др. Допускается сварка разнородных металлов. Достоинством сварки непрерывным оплавлением является высокая производительность, недостатком — значительные потери металла на угар и разбрызгивание.
Сварка прерывистым оплавлением производится чередованием плотного и неплотного контакта свариваемых поверхностей деталей при включенном токе. Небольшие возвратнопоступательные движения подвижного зажима периодически замыкают и размыкают сварочную цепь в месте контакта деталей до тех пор, пока торцы их не нагреются до температуры 800…900°С. Затем производят оплавление и осадку. Прерывистым оплавлением сваривают изделия из низкоуглеродистой стали в тех случаях, когда мощность машины недостаточна для производства сварки непрерывным оплавлением. Этот способ также связан с дополнительным расходом металла, поэтому для подогрева иногда включают ток при замкнутой сварочной цепи, как при сварке сопротивлением, а затем разводят детали и переходят к оплавлению и осадке.
При сварке сопротивлением важное значение имеет плотность прилегания свариваемых поверхностей. Недостатки подгонки (перекос, зазор) приводят к неравномерному прогреву деталей, образованию оксидов и тем самым к снижению качества сварного соединения. Допускаемые отклонения размеров стыкуемых поверхностей: круглых — не более 2%, прямоугольных— не более 1,5%.
Важное значение имеет длина выступающего из зажима машины конца свариваемой детали (так называемая установочная длина). При малой длине деталь прогревается недостаточно, так как основная доля теплоты уходит через зажим машины. При большой установочной длине деталь разогревается на большей длине и осадка, а отсюда и сварка получаются некачественными. При сварке сплошных сечений установочная длина должна составлять 0,4…0,7 диаметра заготовки (или стороны квадрата). При сварке листов установочная длина зависит от толщины листа и протяженности стыка. Например, для листа толщиной 2…8 мм при длине стыка до 200 мм установочная длина составляет 10… 12 мм, при длине стыка 400…800 мм—13…16 мм, при длине стыка 800…1000 мм — 14…17 мм.
Припуск на сварку сопротивлением берется небольшой, так как он расходуется только на осадку, например, для деталей диаметром (или со стороной квадрата) до 50 мм и до 100 мм припуск на осадку составляет соответственно 0,3…0,5 и 0,15…0,2 диаметра (стороны квадрата).
Давление осадки при сварке низкоуглеродистых сталей определяют по удельному давлению и площади контакта. Удельное давление осадки автоматических машин составляет 40… 60 МПа, неавтоматических — 30… 40 МПа.
Электрические параметры сварки определяют в зависимости от материала, свариваемых деталей и площади стыкуемых поверхностей. Напряжение холостого хода составляет 1,5…3 В. При этом большие значения принимают для больших площадей сечений (500… 1000 мм2). Плотность тока для сварки низкоуглеродистых сталей принимается в пределах 20… 60 А/мм , для цветных металлов и сплавов — 60…150 А/мм2. Удельная мощность при сварке сталей сплошного сечения составляет 0,12…0,15 кВ·А/мм2, при сварке меди — 0,5… 1,6 кВ· А/мм2, алюминия — 0,2. ..0,6 кВ· А/мм2.
При сварке оплавлением свариваемые торцы не обрабатывают так тщательно, как при сварке сопротивлением, так как часть металла зоны сварки оплавляется. Допускаются большие отклонения размеров сечений: круглых — до 15%, квадратных и прямоугольных — до 12%.
Припуск при сварке оплавлением расходуется на оплавление и осадку. Для углеродистых и низколегированных сталей значение припуска принимают в зависимости от площади сечения свариваемого металла. При сечениях до 200 мм2 припуск составляет ~ 60%, а при сечениях более 200 мм2 ~50% от диаметра (или стороны квадрата). При определении припуска необходимо учитывать также зазор между свариваемыми поверхностями. Зазор при сечениях 100…1000 мм2 составляет 1,5…4 мм, а свыше 1000 мм2 — до 8 мм.
При сварке оплавлением плотность тока, расход электроэнергии и необходимая мощность меньше, чем при сварке сопротивлением. Для сечений 100…200 мм2 плотность сварочного тока составляет 10… 25 А/мм2. Удельная мощность при сварке углеродистой стали составляет 0,04…0,07 кВ·А/мм2.
Стыковая сварка широко применяется для соединения арматурных стержней железобетонных изделий, при этом полностью используются отходы, так как из коротких отрезков можно сваривать стержни любой необходимой длины. Для получения качественной сварки выбирают наилучший режим и производят контрольную проверку сваренных стыков на разрыв и угол загиба. Свариваемые торцы деталей подвергают
тщательной механической или химической очистке. Должны быть хорошо очищены также поверхности соприкосновения деталей с зажимами стыковой машины для получения хорошего электрического контакта. Для этого используют установки с вращающимися стальными щетками, шарошами или абразивными кругами. Торец должен иметь прямой срез. Это обеспечивает хорошую центровку, уменьшает затраты времени и металла на оплавление.
Точечная контактная сварка
- Точечная контактная сварка — это сварка, при которой соединение элементов происходит на участках, ограниченных площадью торцов электродов, подводящих ток и передающих силу сжатия.

Рис. 2
Свариваемые листы 2 (рис. 2) или стержни накладывают друг на друга и зажимают металлическими электродами 3, к которым от трансформатора 4 подводится сварочный ток. Нагрев металла происходит при замыкании сварочной цепи. Наибольшее количество теплоты выделяется на участке наибольшего сопротивления цепи, т. е. в зоне соединения свариваемых листов (стержней). Здесь металл расплавляется. После выключения тока и осадки сварочная ванна кристаллизуется и образуется сварная точка 1. Подготовка поверхностей к сварке заключается в тщательной механической (абразивными материалами, пескоструйным аппаратом, металлической щеткой) или химической (травлением) очистке их с обеих сторон от грязи, масла и оксидной пленки. Хорошая очистка и плотное прилегание поверхностей обеспечивают высокое качество сварной точки.

Рис. 3
Цикл сварки состоит из следующих периодов: сжатия свариваемых заготовок, действия сварочного тока и снятия силы сжатия. Применяют различные способы совмещения (рис. 3) периодов действия сварочного тока I и силы F сжатия. Способ (а) соответствует сварке при постоянном давлении и применяется при сварке низкоуглеродистых и нержавеющих сталей толщиной до 3 мм. Сварка по способу (б) отличается тем, что после выключения сварочного тока силу сжатия увеличивают, что обеспечивает хорошее формирование металла и позволяет получить сварную точку повышенной прочности; применяется для сварки изделий из низкоуглеродистой стали повышенной толщины. Сварка по способу (в) состоит из обжатия листов большей силой перед сваркой, сварки при меньшем давлении и последующего обжатия повышенной силой при выключенном токе. Применяется при сварке листов больших толщин, когда необходимо обеспечить формирование и отвердевание сварной точки.
Процесс сварки может быть выполнен при жестком (плотность тока 160…360 А/мм2, длительность цикла 0,2…1,5 с) и мягком (плотность тока 70…160 А/мм2, длительность цикла 2…3 с) режимах. Диаметр сварной точки зависит от толщины свариваемых листов и составляет 1… 1,5 диаметра электрода, а также от сварочного тока и продолжительности цикла сварки. Диаметр электрода принимается на 3…4 мм больше суммарной толщины свариваемых листов.
Рекомендуются следующие режимы точечной сварки для различных материалов. Для низкоуглеродистых сталей толщиной до 4 мм применяют жесткий режим при плотности сварочного тока 300…360 А/мм2 и продолжительности цикла сварки 0,8…1,1 с. Удельное давление составляет 15,0…70,0 МПа. При толщине металла более 4 мм рекомендуются мягкие режимы, осуществляемые при плотности тока до 160 А/мм2 и продолжительности цикла до 2,5…3 с. Удельное давление достигает 100… 120 МПа. При сварке алюминия и его сплавов применяют жесткие режимы при высоких плотностях тока, достигающих 1600 А/мм2, удельных давлениях до 150 МПа и продолжительности цикла 0,1…0,25 с. При этом свариваемые поверхности должны быть особенно тщательно очищены от оксидной пленки.
Точечная сварка получила большое применение при изготовлении арматуры железобетонных изделий, плоских и угловых сеток, а также различных пространственных каркасов. Сваривают пересекающиеся стержни или стержни с плоскими элементами: листом, полосой, швеллером и др. При сварке стержней в начальный момент контактируют небольшие поверхности и для быстрого разогрева достаточно небольшой мощности. Пластическая деформация контактируемых поверхностей приводит к увеличению площади соприкосновения. Всесте с этим происходит выдавливание из зоны контакта шлака и других неметаллических включений. Такое течение процесса позволяет при сварке стержней диаметром до 60 мм использовать машины небольшой мощности.
Шовная контактная сварка
- Шовная контактная сварка — это сварка, при которой соединение элементов выполняется внахлестку в виде непрерывного или прерывистого шва вращающимися дисковыми электродами, к которым подведен ток и приложена сила сжатия.
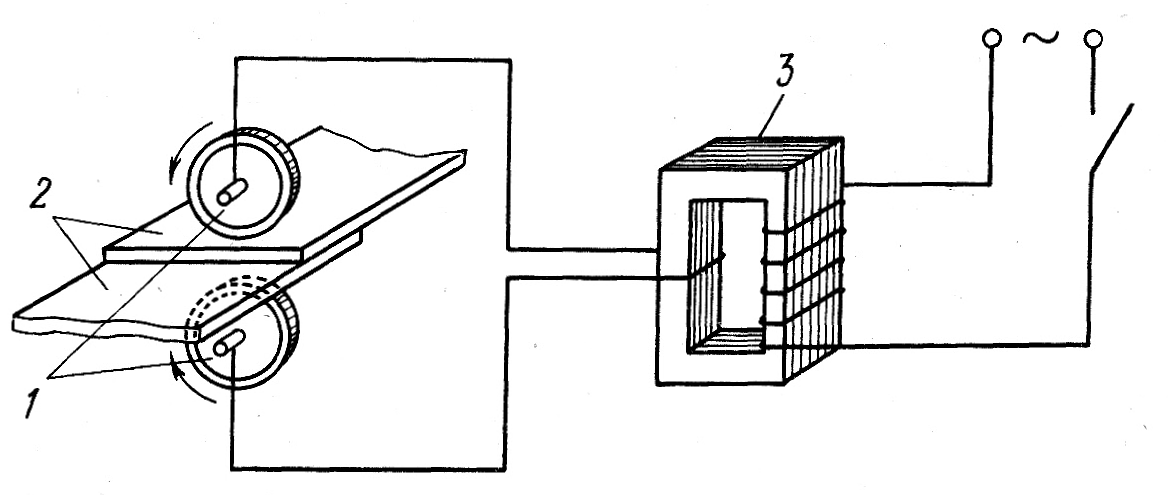
Рис. 4
На. рис. 4 представлена принципиальная схема шовной сварки: 1 — ролики (дисковые электроды), 2 — свариваемые листы, 3 — трансформатор.
Применяют три способа шовной сварки: непрерывную, прерывистую с непрерывным вращением роликов и прерывистую с периодическим вращением роликов.
Непрерывную шовную сварку выполняют сплошным швом при постоянном давлении роликов на свариваемые листы заготовки и при постоянно включенном сварочном токе в течение всего процесса сварки. При этом способе имеют большое значение тщательная зачистка свариваемых поверхностей, равномерная толщина листов и однородность химического состава металла. Даже при небольших нарушениях подготовки свариваемых кромок сварной шов получается низкого качества с прожогами и непроварами. По указанным причинам этот метод сварки не получил широкого применения.
Прерывистую сварку с непрерывным вращением роликов также выполняют при постоянной силе сжатия, но сварочная цепь периодически замыкается и размыкается. При этом способе шов формируется в виде сварных точек, перекрывающих друг друга. Шов получатся более высокого качества.
Прерывистую сварку с периодическим вращением роликов выполняют при постоянной силе сжатия, но сварочная цепь замыкается в момент остановки роликов (шаговая сварка). Такой способ дает более качественный шов, так как обеспечивает хорошее формирование сварочной точки. Однако машины для такого способа отличаются сложностью конструкции и малой производительностью.
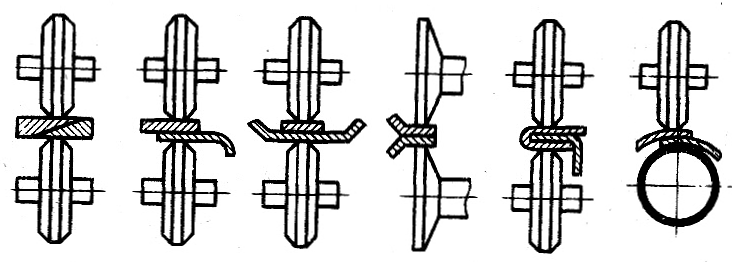
Рис. 5
Большое применение получила прерывистая шовная сварка с непрерывным вращением роликов при постоянной силе сжатия в течение процесса сварки. Этим способом сваривают швы различных резервуаров и емкостей, а также конструкций из листового металла. Наиболее часто применяют сварные соединения с отбортовкой и внахлестку (рис. 5). При соединении с отбортовкой листов толщиной до 1 мм ширина отбортовки берется до 12 мм, а при толщине листов до 2 мм — 20 мм. При нахлесточном соединении величину нахлеста берут 10…20 мм.
Низкоуглеродистая и тонкая нержавеющая стали (типа Х18Н9) хорошо свариваются шовной сваркой. Сварку листов из низкоуглеродистой стали при суммарной толщине до 2 мм (1 + 1) производят роликами с шириной контактной поверхности 6 мм. Сила сжатия достигает 4 кН. Продолжительность импульсов тока в сварочной цепи составляет 0,04… 0,06 с, а перерывов между ними — 0,02…0,04 с. Сварочный ток — 8… 16 кА. Скорость сварки достигает ~2 м/мин. При суммарной толщине листов до 4 мм (2 + 2) ширина контактной поверхности роликов составляет 8,5… 10 мм, сила сжатия — 6,5…8,4 кН, продолжительность импульсов тока — 0,08…0,12 с, а перерывов — 0.06…0,10 с. Сварочный ток достигает 20 кА, скорость сварки — 1,4…1,6 м/мин. При сварке нержавеющих сталей сварочный ток берется меньше указанных норм на 35… 40%. Сварка листов из алюминия и его сплавов выполняется при сварочных токах 22…40 кА. Скорость сварки не превышает 1 м/мин. Сила сжатия — 2,5…5,4 кН, продолжительность импульсов сварочного тока составляет только 15…30% времени одного цикла.
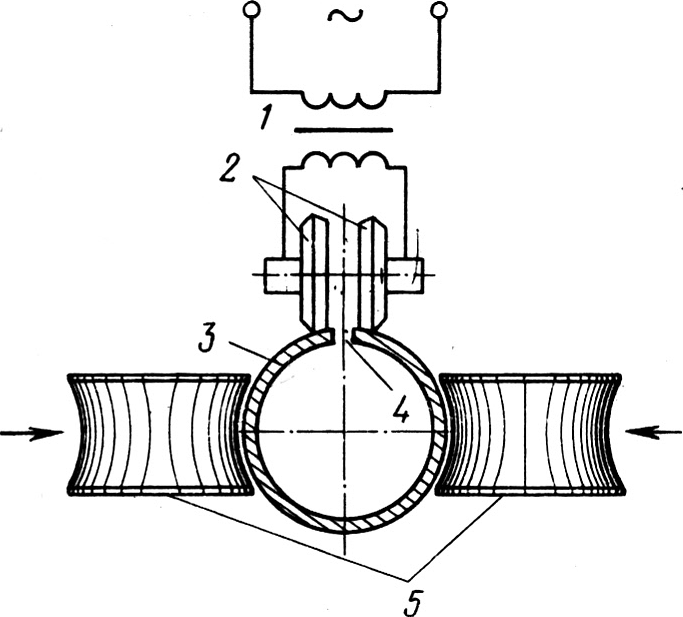
Рис. 6
Разновидностью шовной сварки является шовно-стыковая сварка труб с продольным сварным швом (рис. 6). Из стальной ленты необходимой ширины формующими роликами подготавливают трубную заготовку 3 с верхним расположением стыка 4 кромок заготовки. Заготовка подается стыком под сварочные ролики 2, к которым подводится сварочный ток от трансформатора 1; сила сжатия передается заготовке через нажимные ролики 5. После заварки шва труба поступает на калибрующие валки, где срезается грат сварного шва и правятся размер и форма сечения, затем разрезается на трубы заданной длины.
Этим способом изготовляют трубы диаметром 14…400 мм при толщине стенок 0,5… 12,5 мм. Скорость сварки достигает 10…15 м/мин.
Шовно-стыковая сварка с продольным сварным швом применяемая для сварки труб меня ну очень удивила. Никогда себе даже представить не мог, что это так просто. Интересно было бы посмотреть это все в реале, в уже действующем станке.
Металл с єлектрода стекает в сварочную ванну в виде капель, и при ручной дуговой сварке таким образом переносится до 90% электродного металла. Остальные 10% представляют собой брызги и пары, значительная часть которых теряется. Дуга расплавляет электрод с достаточно большой скоростью, так, например, электрод длиной 450 мм расплавляется за 1,5 — 2 мин.
Сварка оплавлением позволяет соединять детали с сечением сложной формы большой площади. При этом в отличие от сварки сопротивлением не требуется тщательная предварительная подготовка торцов заготовок. Данным способом изготавливают различные изделия большой длины, детали замкнутой формы , а также сложные детали из простых заготовок.
Одна из разновидностей это конденсаторная сварка. Энергия накапливается в конденсаторах, которые разряжаются или непосредственно через изделие или через дополнительный трансформатор на изделие. Чаще всего используется второй способ. Конденсаторные установки имеют маленькую мощность и обеспечивают высокое качество сварных соединений.
По результатам исследований, проведенных в ИЭС, разработана новая технология контактной стыковой сварки: – пульсирующее оплавление, значительно повышающая эффективность процесса нагрева. При одинаковой установленной мощности источника питания величина тока в сварочной цепи при пульсирующем оплавлении выше в 1,8…2,5 раза, чем при непрерывном оплавлении и поддерживается на постоянном уровне в течение всего периода оплавления
Мне тема нравится.
Контактная сварка в основном прерогатива производств, хотя встречается и в быту.