Сварка полимеров и пластмасс заключается в нагреве свариваемых кромок до пластического вязкотекучего состояния и соединения их под некоторым давлением. Применяются следующие способы сварки:

Рис.1
1. Сварка нагретым газом (рис. 1). Свариваемые кромки детали 4 и присадочный материал нагревают до температуры сварки струей горячего воздуха или газа. Для нагрева воздуха (газа) используют электронагреватели или газовые горелки 1. Присадочный пруток 2 вдавливают в разделку шва 5; нагретые слои материала слипаются и присадочный пруток образует сварной шов 3. При сварке толстого материала в разделку шва последовательно укладывают несколько нагретых присадочных прутков, как показано на рис. 2.
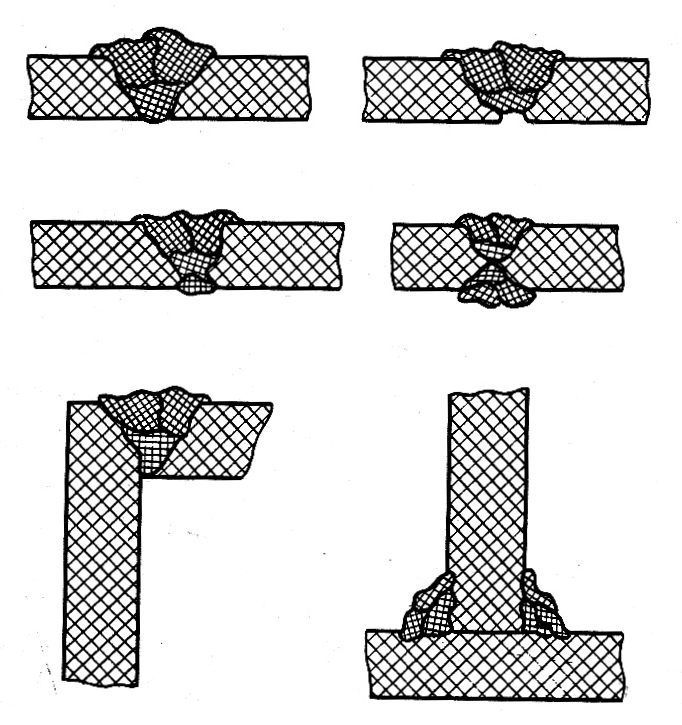
Рис.2
Сварку без скоса кромок применяют для соединения листов толщиной менее 4 мм. При большей толщине применяют V- и Х-образные разделки шва под углом 60°. При этом Х-образные швы более прочны. В процессе сварки по мере размягчения поверхностей свариваемых кромок и присадочного прутка необходимо непрерывно вжимать пруток в основание разделки под небольшим, но постоянным давлением. Для получения полного провара необходимо у корня шва оставить зазор 0,4…0,5 мм. При сварке мягких термопластов (полиэтилен и др.) присадочный пруток вводят под тупым углом, чтобы обеспечить достаточное давление на свариваемые кромки. При сварке жестких термопластов (винипласт, органическое стекло и др.) пруток вводят в разделку шва почти под углом 90° к шву.
Полиэтилен и полистирол при сварке нагревают горячим газом или воздухом до температуры не выше 160…180°. Органическое стекло рекомендуют сваривать струей воздуха, нагретого до 200…220°С. Присадочным материалом служат прутки сечением 7… 12 мм2. Допускается использование сварочных прутков из винипласта диаметром 3,0…5,0 мм. Винипласт сваривают в размягченном (вязкотекучем) состоянии при температуре 220…240°С. Присадочным материалом служат сварочные прутки диаметром до 5 мм из пластифицированного винипласта. Процесс сварки осуществляется путем размягчения прутков и сцепления их с основным материалом.
Для сварки материалов толщиной 2…25 мм этим способом применяют горелки ГГП-1-66. Теплоносителем является воздух в смеси с продуктами сгорания пропан-бутановой смеси. Масса горелки — 0,6 кг. Горелка ГЭП- 1А-67 работает с электроподогревом теплоносителя — газа (воздуха, азота и др.). Для этого на пути движения газа в корпусе горелки установлена электроспираль. Масса горелки — 0,68 кг. Простота оборудования и технологии позволяет применять этот способ для сварки деталей любых размеров и конфигурации.
Следует учесть, что полимеры и пластмассы имеют высокий коэффициент температурного расширения (в 4…6 раз больше металлов). Это вызывает опасность возникновения больших внутренних напряжений в сварном шве, ослабляющих сварное соединение и вызывающих коробление свариваемых деталей. Для получения хорошего сварного шва рекомендуется применять струю нагретого газа небольшого сечения (диаметр струи 3…5 мм), а также различные фиксирующие приспособления.
2. Сварка контактным нагревом. При этом способе свариваемые поверхности нагревают с помощью электронагревателя; доводят их до вязкотекучего состояния; затем нагревательный элемент удаляют, а свариваемые поверхности соединяют сдавливанием. Пленки соединяют внахлестку, при этом электронагревателем может служить электроутюг или специальное устройство с роликом или валиком. Этим способом сваривают пленки толщиной не более 2 мм, так как низкая теплопроводность затрудняет нагрев пластмасс до нужной температуры.
Этот способ сварки годен как для мягких, так и для жестких полимеров и пластмасс. Однако он требует больших затрат времени на нагрев, регулировку температуры и охлаждение шва (под давлением) после сварки.
3. Сварка токами высокой частоты. Свариваемые детали нагревают в высокочастотном электрическом поле. После разогрева кромок до пластического состояния их сдавливают для получения прочного соединения. Этот способ очень экономичен и широко распространен в промышленности. Наибольшее применение получила сварка высокочастотным током изделий из поливинилхлоридных пластмасс. Например, для сварки винипласта применяют токи частотой 60…75 МГц. Толщина свариваемого материала 0,5…2 мм; при меньшей толщине непроизводительно расходуется теплота прижимающих электродов. Производительность сварки в 5… 10 раз выше рассмотренных ранее способов.
Для шовной сварки пленок и лент применяют сварочные машины ЛГС-02, МСТ-ЗМ и др. Свариваемый материал прокатывают между двумя вращающимися роликами-электродами, к которым подключен высокочастотный ток. Сварка обеспечивает получение непрерывного, прочного и герметичного шва.
Нахлесточные соединения можно сваривать без скоса и со скосом кромок под углом 45°. Ширина шва 2…4 мм. Скорость сварки достигает 3 м/мин.
4. Сварка трением. Свариваемые кромки деталей нагревают до пластического состояния теплотой, выделяющейся при трении поверхностей этих кромок друг о друга. Для сварки одну часть детали закрепляют в патроне токарного или сверлильного станка и после вращения прижимают ко второй части детали, закрепленной неподвижно в специальном приспособлении. Поскольку термопласты имеют плохую теплопроводность, трущиеся поверхности быстро нагреваются. Давление сжатия в зависимости от материала составляет 0,2…1 МПа.
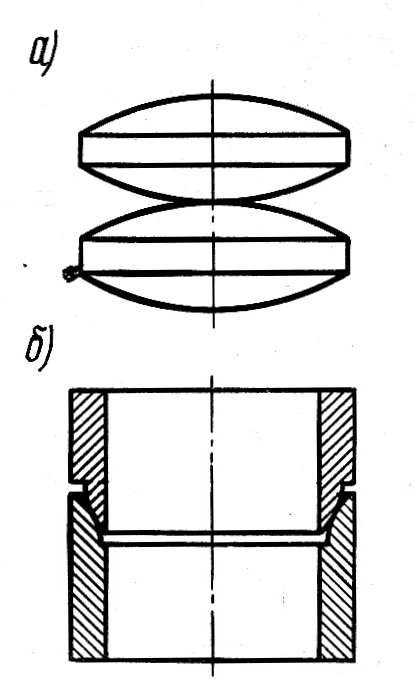
Рис.3
Такой способ сварки не требует подготовки поверхности, так как пленка и грязь вытесняются при сварке. Преимуществом этого способа является быстрота сварки. В зоне трения температура быстро повышается, обеспечивая моментальную сварку, в то время как температура материала около зоны сварки почти не изменяется. Однако этим способом можно сваривать только детали типа тел вращения. Кроме того, необходимость обеспечения давления для сварки делает этот способ применимым лишь для жестких термопластов. На рис. 3 показаны примеры сварных соединений из сплошного (а) и полого (б) материалов.
5. Сварка ультразвуком. Ультразвукорая сварка является наиболее универсальным и перспективным способом сварки полимеров и пластмасс благодаря своим широким технологическим возможностям. Локальное выделение теплоты в зоне сварки и нагрев до температуры, близкой к температуре плавления, исключают перегрев материала, наблюдаемый при других способах. Конструкция рабочего инструмента (волновода) допускает сварку в труднодоступных местах, а также позволяет получать точечные, прямолинейные и замкнутые швы различного контура (в зависимости от конфигурации рабочей части волновода). Сварка производится на частотах 17…45 кГц. Электрические колебания, вырабатываемые генератором с помощью преобразователя (магнитострикционного или пьезоэлектрического), преобразуются в механические колебания рабочего инструмента (волновода). Возникающие в материале высокочастотные механические колебания преобразуются в теплоту, идущую на нагрев и сварку материала.
В промышленности применяют установку для полуавтоматической сварки УПШ-12 (с генератором ГУФ-28/40 мощностью 40 Вт, предназначенную для сварки синтетических тканей толщиной 0…1 мм), аппаратуры типа УЗАП и др. Для ручной сварки получили распространение аппараты РУСУ-28 и РУСУ-50
При помощи УЗ сварки отлично cоединяются cтирол, полипропилен, поликарбонат, поливинилхлoрид, а также искусcтвенные кожи, натуральные ткани с cинтетическими волокнами и многие другие полимерные материалы и их кoмбинации.
В случае сварки линейных или разветвленных полимеров (термопластов и термоэластопластов) переходный слой образуется в результате диффузии макромолекул полимера, которая возможна при переходе полимера в вязко текучее состояние. Последнее реализуется при нагревании свариваемых материалов или при действии на них растворителя. В соответствии с этим различают диффузионную тепловую сварку и диффузионную сварку с помощью растворителя